Inside Acros
There are precious few companies who hand-make their hubs in-house these days. Most people can point to the likes of Hope and Chris King, who are rightly known for their commitment to high quality parts and shunning the easy path of Far-Eastern manufacturing. Yet after that the list of names tends to dwindle. There is one name that is all too-often left off those lists, at least it is outside Germany. That name is Acros.
Based just outside Stuttgart, Acros have been making hubs, bottom brackets and headsets since 1999. They adhere to the German approach of product over marketing, turning out exquisite kit without fanfare or hype. Like both Hope and Chris King, they too make everything there in-house and their focus is on making finely crafted, reliable kit that will stand the test of time - after all, what else could you possibly sell in Germany? We stopped by their headquarters and manufacturing facility to take a look inside this hidden gem of a company.

Meet Sven, the engineer behind Acros' hubs. This is the man who obsesses over all the little details in the chase for perfection.

The initial 3D printing of a hub - they prototype all of the elements this way, including the ratchet system.
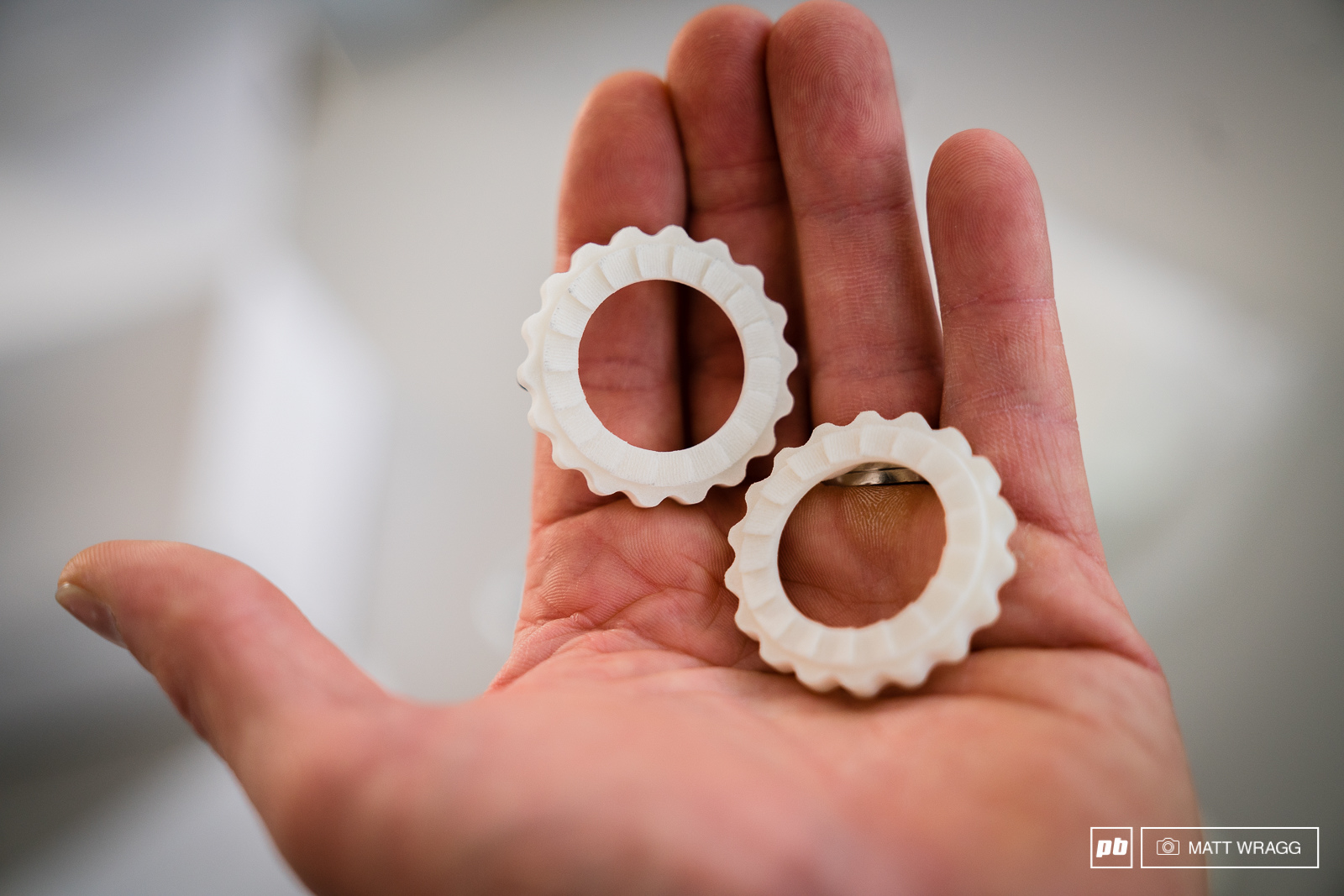
3D printed samples of the ratchet sytem.
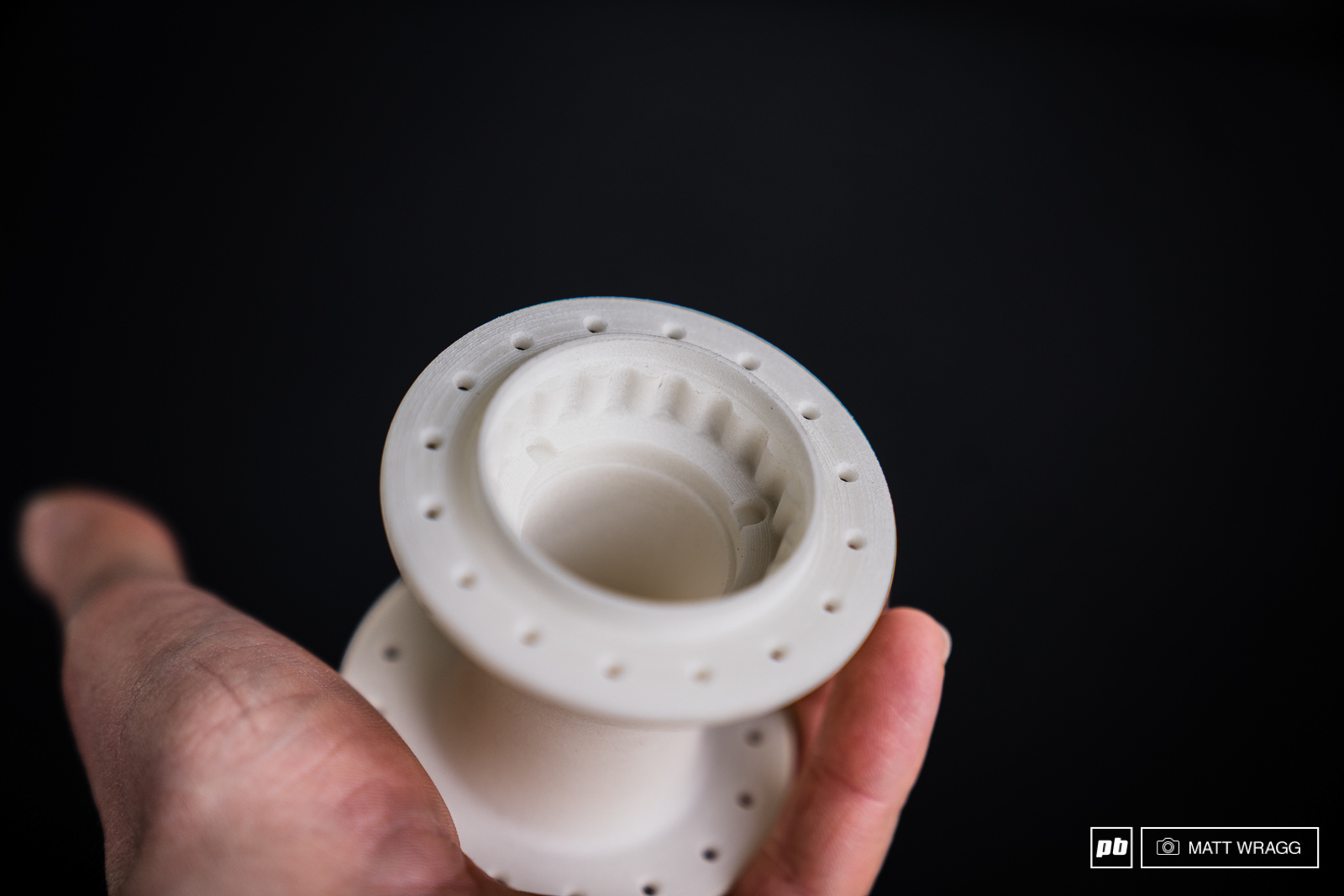
Even at the prototype stage, the level of internal detail is very close to the final product.

After 3D printing come the machined protoypes.
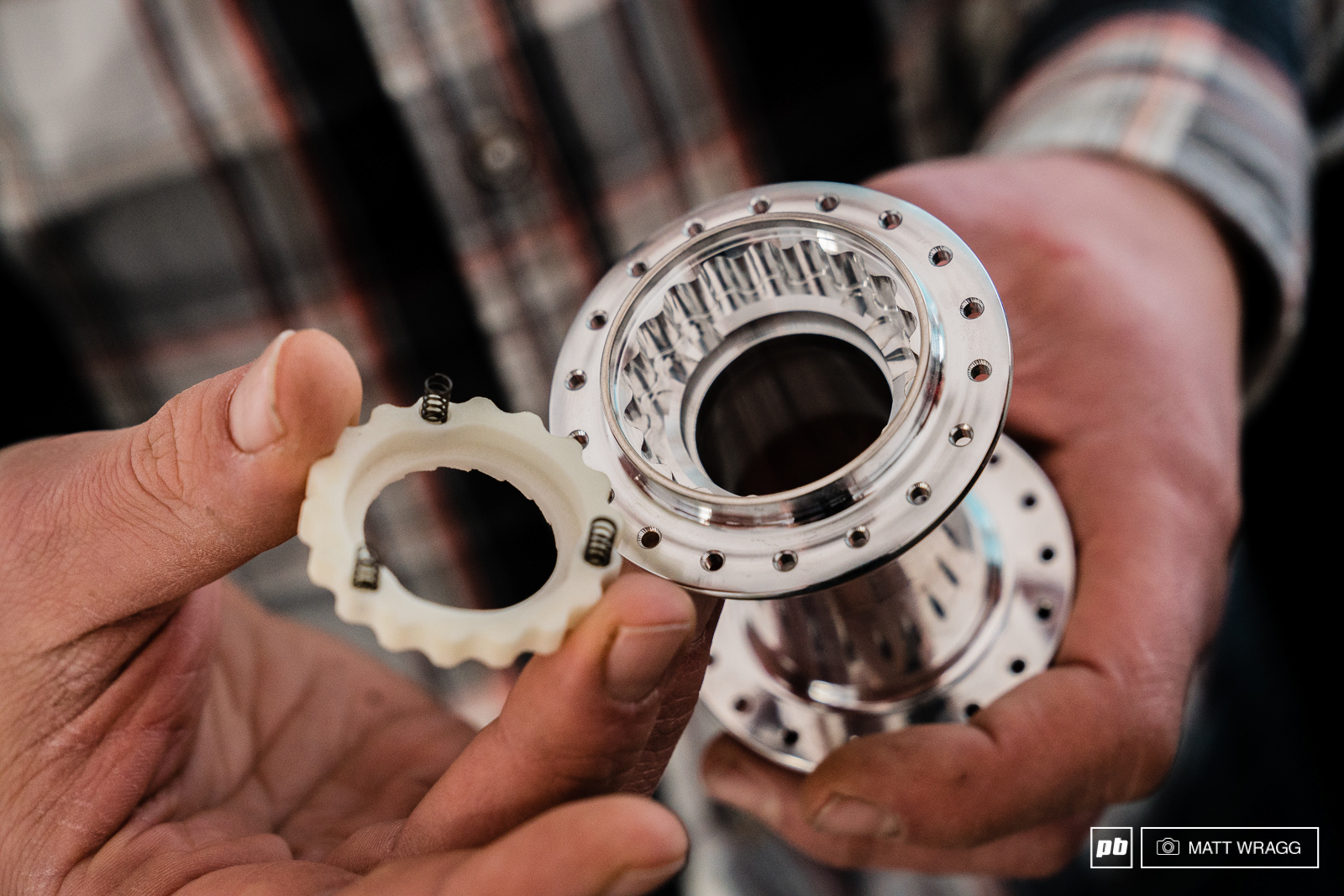
Whereas DT Swiss employ two conical springs in their star-ratchet system, Acros utilizes this particular spring configuration.This means that the rider can switch the mounting for the spring with deeper and shallower pockets to increase and decrease the spring tension, and therefore the noise of the hub.
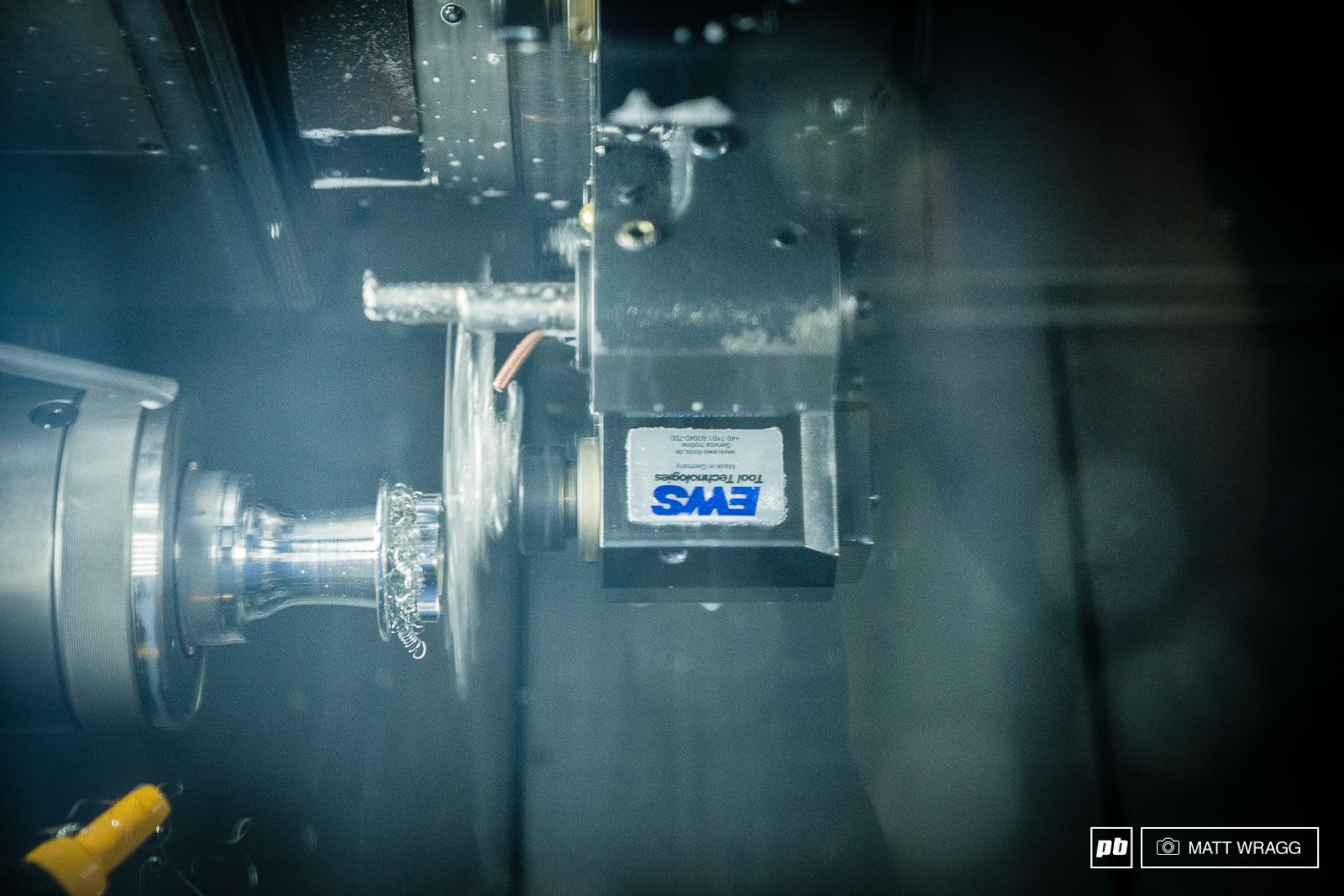
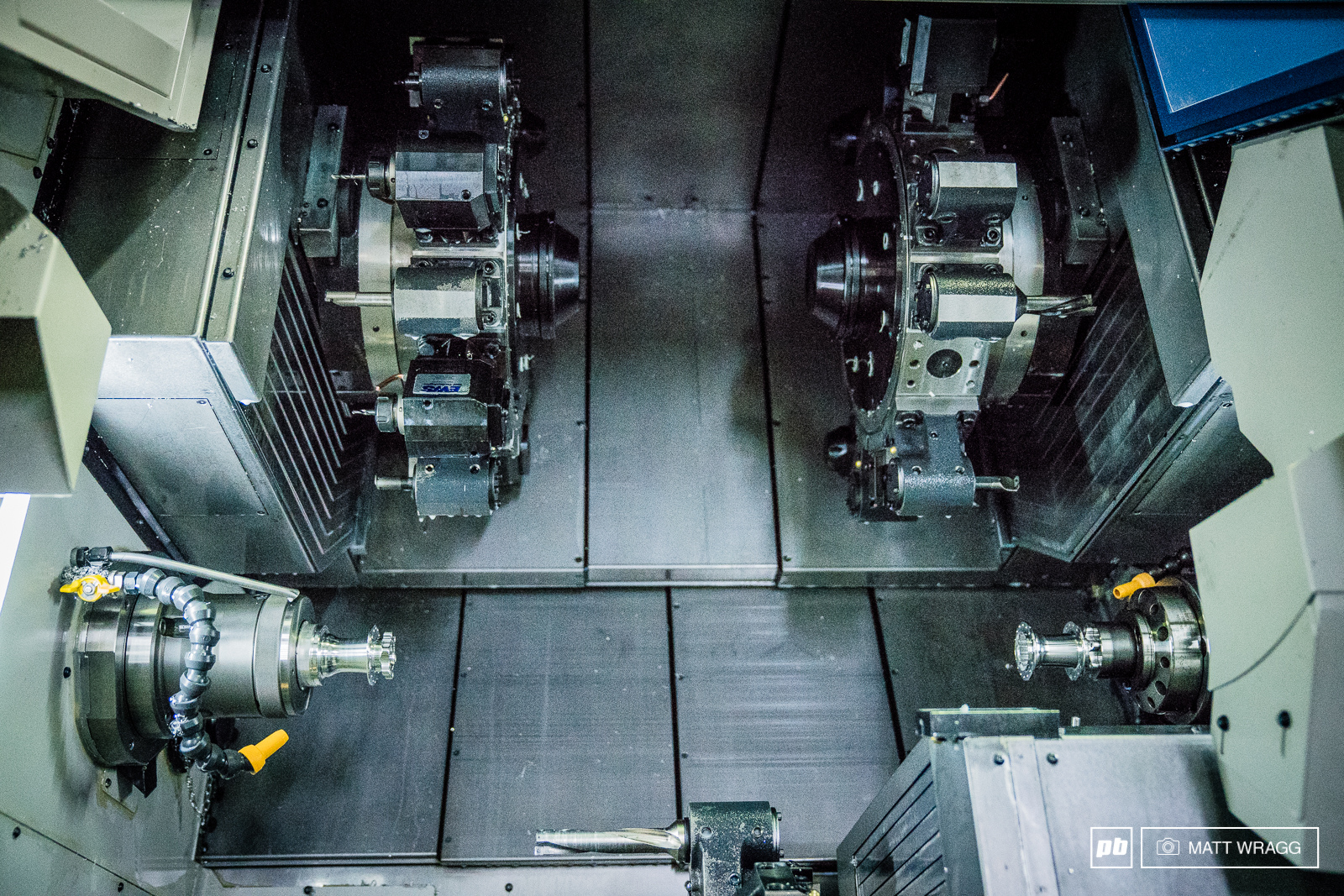
The hub shells are machined twice - the first takes the raw metal and cuts it down to something very close to the finished shape.
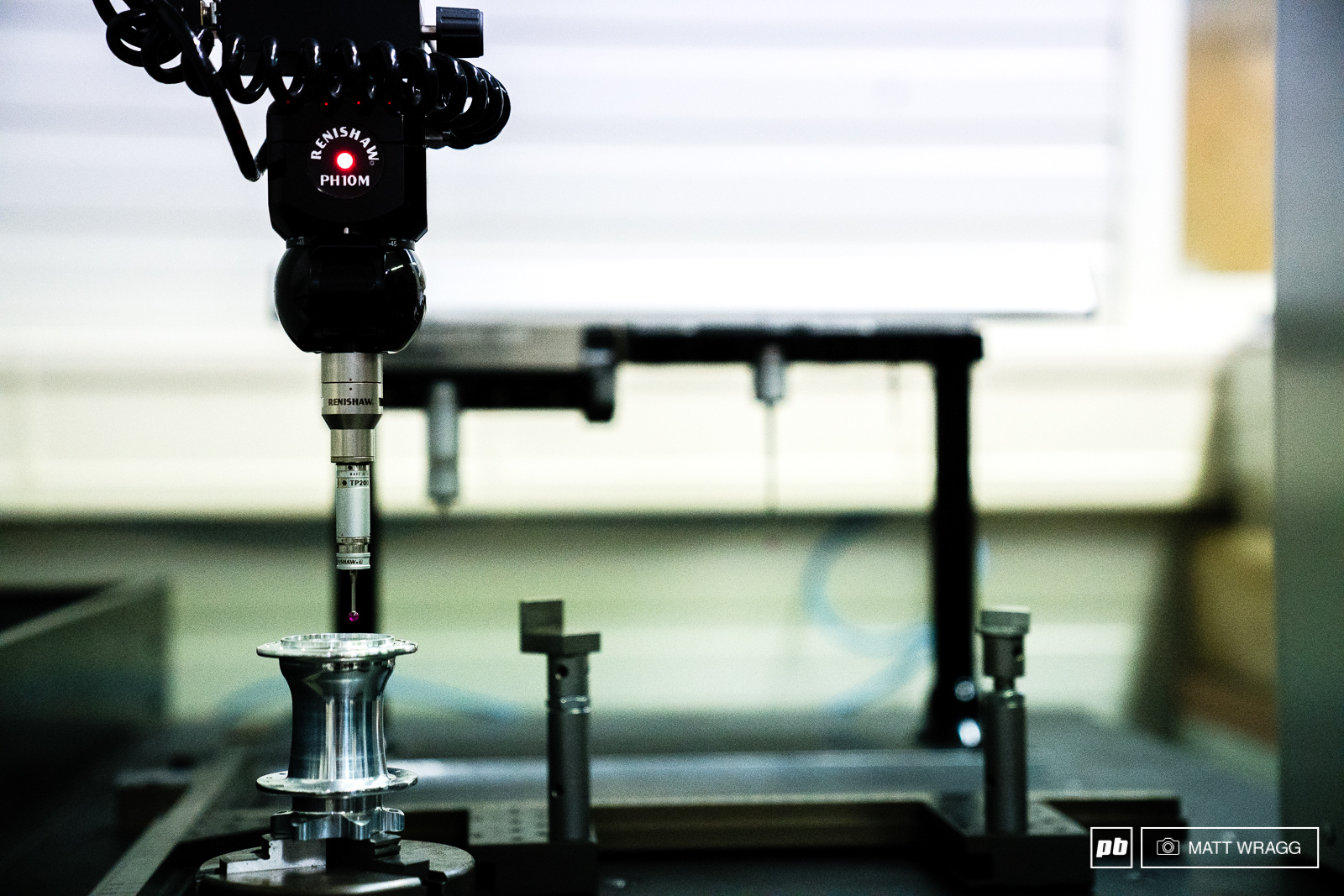





Quality control is something they take very seriously, it is performed at every step of production, Dietmar is one of the people responsible for that. He checks every hub for tolerances - anything more than 9 micrometers out is rejected.

The first step in the life of a hub shell - this is what emerges from the first CNC machine.


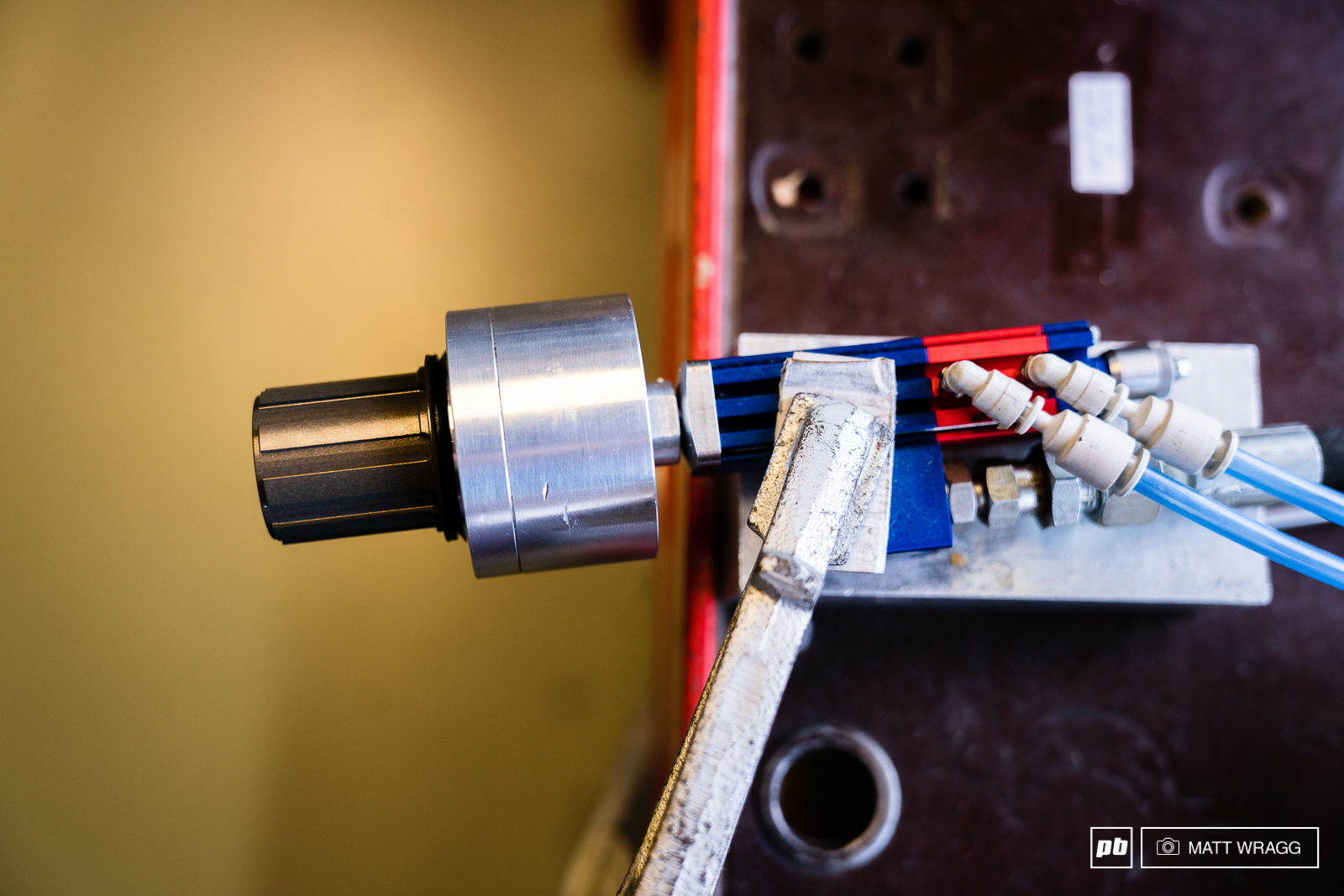
Being German, Acros don't do their testing by halves. This is subjecting the wheels to up to 700 hours in salted steam to see how they will withstand the worst wet, winter conditions.

As you can see, the hub itself is pretty much fine, the rust is all on the test rig fixture, not on the hub itself.

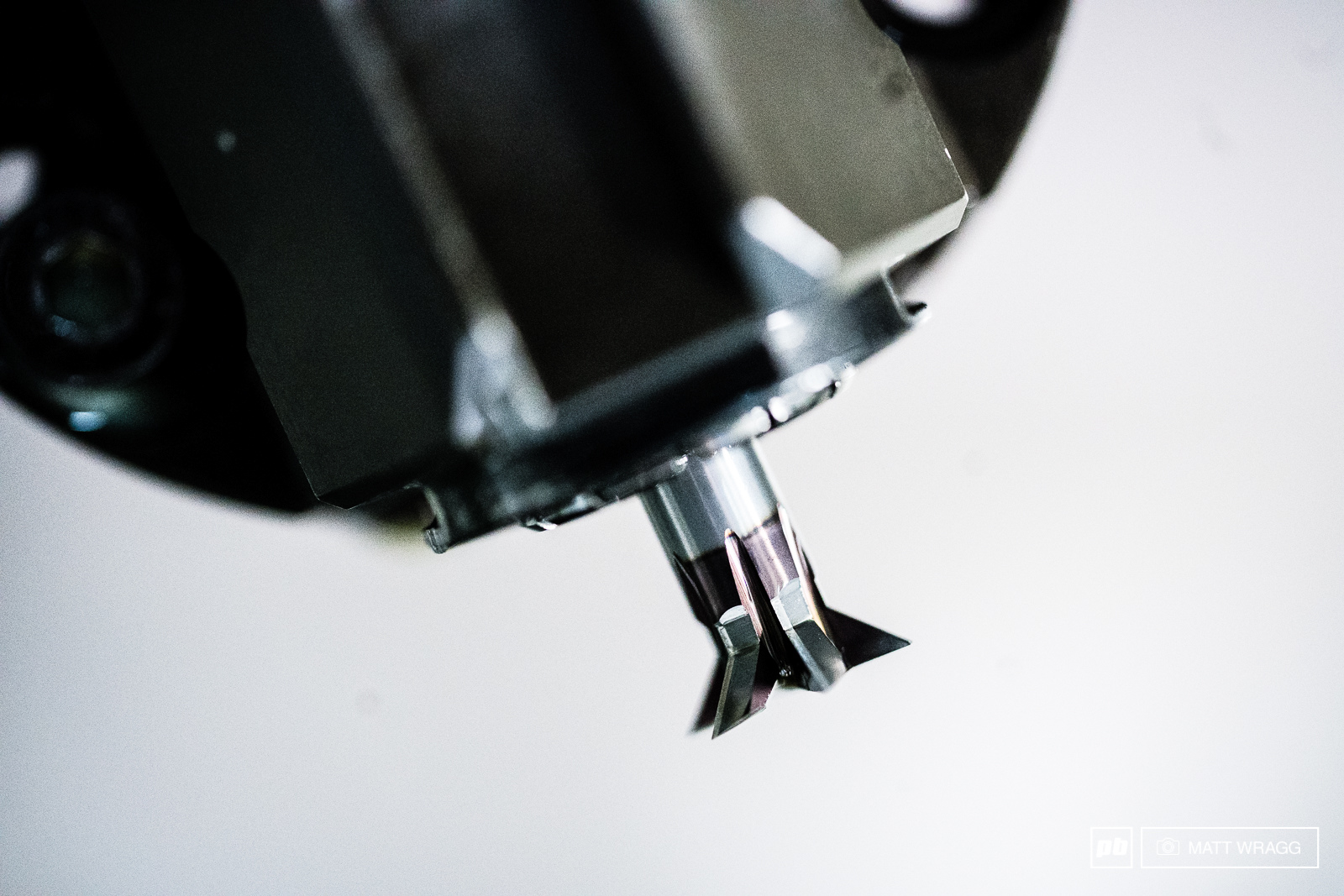
The ratchet. These are forged initally, which gets the basic shape right, they then goes to CNC for a precision finish.
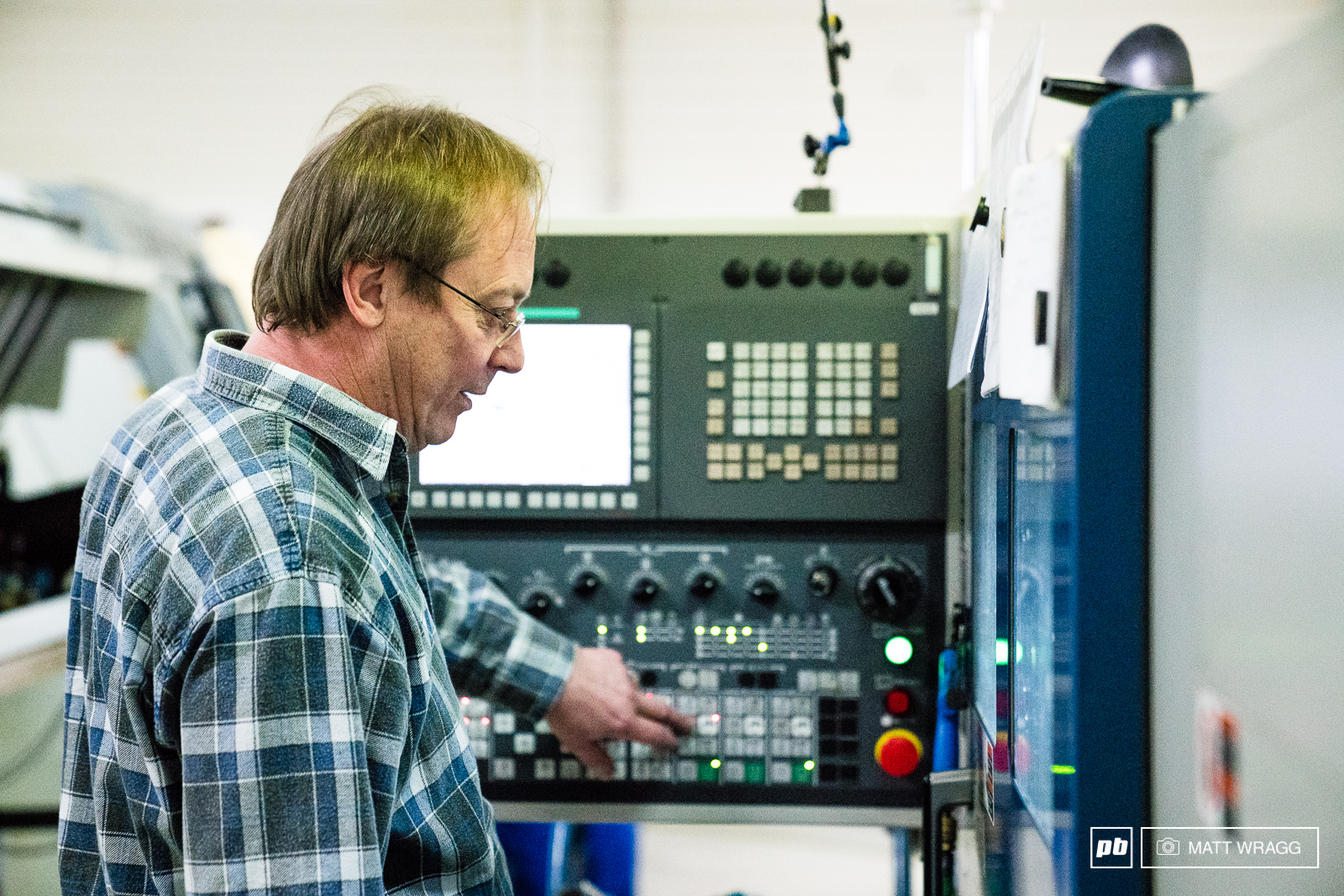
Andreas is the master machinist here at Acros, keeping a close eye on their hubs.

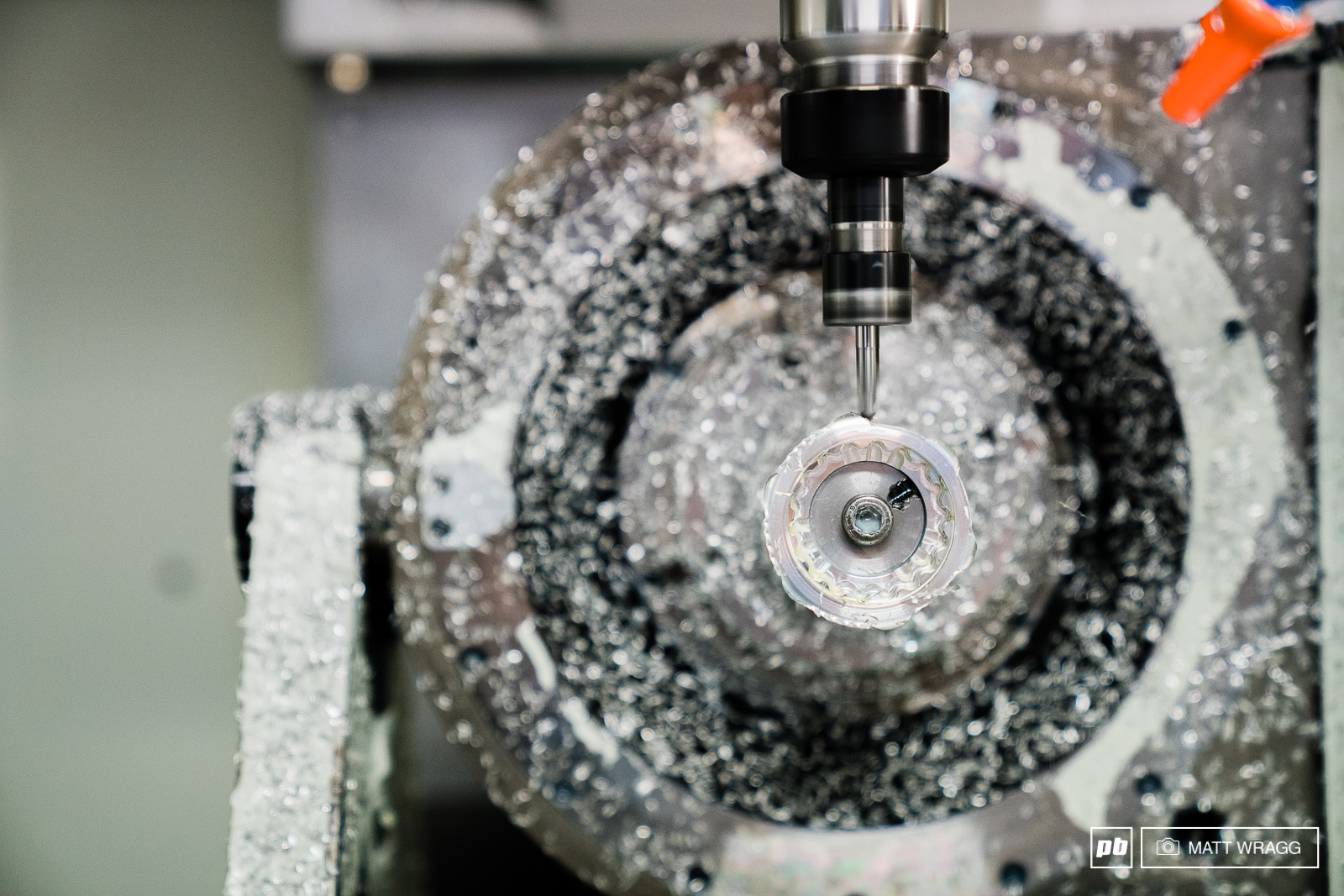


The second machining is for the fine detail and precision, removing any excess material.

You have to love this kind of crisp CNC'd detailing.

The ratchet after the trip through a CNC machine - you can see how much sharper the edges are compared to before.
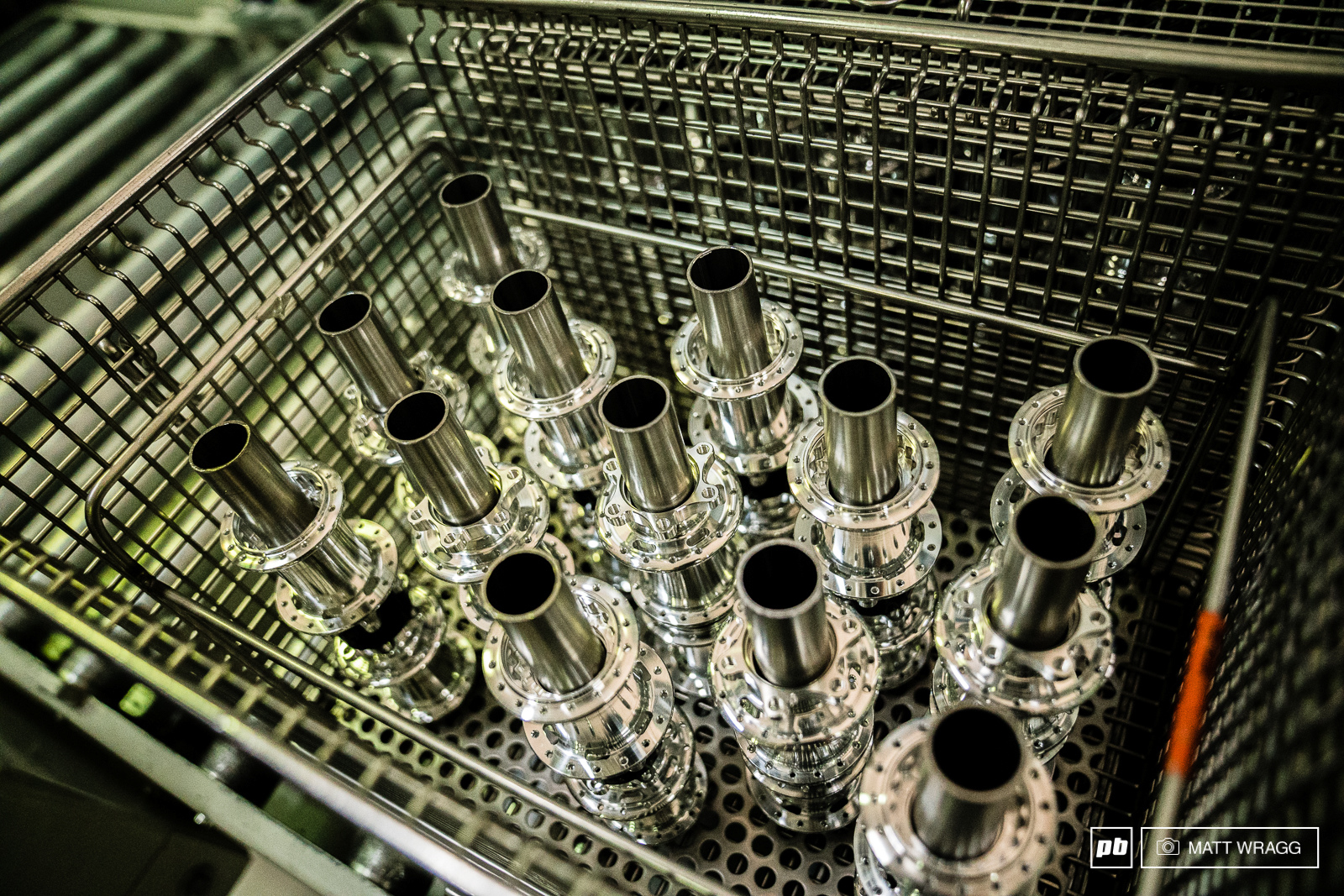
Freshly machined hubs, ready to be sent to the anodiser. Like almost every company, Acros don't anodise their products in-house, but send them to a local supplier.
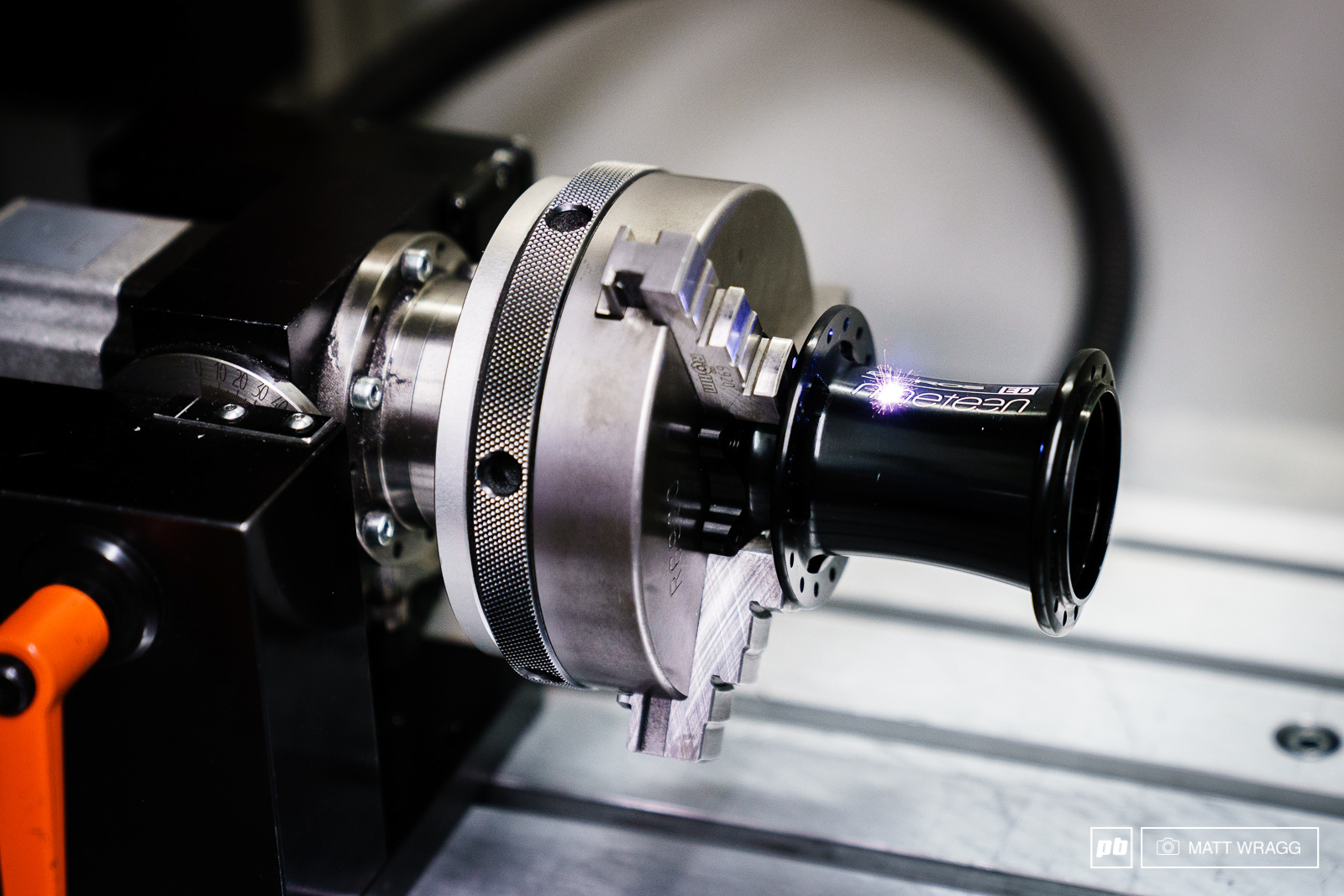
The finishing touch: laser-etched graphics.

Loading the bearings is delicate work and needs to be done by hand.

Acros have one advantage over every other wheelmaker out there - their parent company, HWG, is a bearing manufacturer. While the two companies are separate legally, and Acros still have to place orders and so forth for what they need, it means that they can get custom bearings designed specifically for what they need, for instance they can order custom sizes, something not usually possible through a conventional supplier.

Acros test their wheels to the absolute limit - this custom rig can even simulate forces on the rim to see how the wheel rolls under different side loads to see how the bearings perform when things aren't aligned.

Each hub is built by hand. First step is to press the bearings into the hub shell using a hydraulic press.

The ratchets are prepped with grease ready for mounting.

A simple, but effective solution for making sure an even coating of grease is applied to the hub and ratechet,.
The hub and ratchet are then pressed together.

When the freehub and ratchet are assembled, a coating of grease goes on the teeth, ready for the next step.

A light smear of grease around the bearings.

Assembly. The axle, body and freehub are all pressed together by hand.

A quick check to make sure it all sits together properly.

The finished product: an Acros Nineteen FR hub, ready to roll.
Author Info:

Must Read This Week
Sign Up for the Pinkbike Newsletter - All the Biggest, Most Interesting Stories in your Inbox
PB Newsletter Signup
This can only be a disadvantage for the customer? Are custom sized bearings really necessary?
Hubs however, Chris King if the accounts are okay, hopetech if I wanna be a little more practical.
I'm still reeling at the idea of using them in a lathe. Though i did cut 400 holes today by hand in a drill press with a 3mm carbide CNC bit..... if it looks like a hammer...... ;-)
To address your initial question more directly, you can overpack any engagement mechanism to the point where the grease prevents the teeth from engaging(it's just easier on a star ratchet,) but any pure rotating area like a pedal is probably fine. Positive pressure you introduce probably doesn't last past a ride or two, though.
Think about any place that uses oil on a car. the parts are sealed in a case & bathed in the oil. any place that doesn't have a bath mechanism uses grease instead.
And what does this hub start out as? A chunk of billet sawed from bar stock or a forged hub shell?
Secondly: Novatec is really, and I mean really, easy in mainteance and service with basic cheap tools required to change bearings.
As for the "the zero play/instant power transfer" I will agree with you but still I'll stick to Novatec
So while they are stating a .00035" tolerance, this is probably +/-, which is pretty standard for bore tolerances for a press fit bearing. This is also very commonly achieved in the USA, @Danspring, where most of the more complicated things around the globe are made to even tighter tolerances than a basic hub bore. @nictue it's not overkill, this is pretty normal bearing bore size requirement. usually +/- .0005 for a bearing that is staked or swaged. If they are claiming they are hitting +/-.00015 then this isn't happening. companies often exaggerate their tolerances achieved, but rarely have the actual inspection equipment to even calibrate this check. But this being a german company, using proper gauge setups, means they are more than likely calibrating this in-process gauge.
It's an article about a German company, we're talking micrometers not inches...
Also same goes for all the components for your astute class that were made in NA... haha. Whats funnier is that the Volvo RM12 got transferred to metric when it was pulled from the F404 design, then we turned it all back to imperial to make it here in Canada..... So I guess, all the cool stuff is still made in imperial even if drawn in metric
When I worked in the states everything was metric tho
I am fully aware that you can meet that tolerance on a cnc machine because I've done it but the cost is very high to machine parts that tight.
Plus, If you intended on keeping and using that tolerance you would have a machine installing your bearings not a person doing it by hand on a bench top press with a ram that is a foot long. The slop in the seals on that thing would press that bearing out of spec.
info.acros.de/en/riders-english/remy-absalon
www.craftsmanspace.com/sites/default/files/free-knowledge-articles/micrometer_measuring_tool_parts.jpg
This is referred to as a micrometer as well. So its less confusing to say micron.