First Look: Actofive Unveils Fully CNC'd Aluminum P-Train

Actofive left us with jaws on the floor when it unveiled its steel and aluminium P-Train back in May of this year. The bike combined a steel-tubed front triangle with a CNC machined rear triangle in a masterful metallic mashup. We're currently awaiting our test version to arrive in the mail, but in the meantime, Simon Metzner has produced another version of the bike, this time fully CNC machined from 7075 aluminium.


Steel and aluminium (left) and fully aluminium (right)
Taking it back a bit, Actofive is a small part of larger company Simon runs called Metzner Engineering. His daily bread is the creation of CNC parts for the mechanical engineering and automotive industries, from the sketch to the finished part. The steel framed Actofive is currently welded by local partners, but with the machines and knowledge already part of his daily life, it seemed like a logical step for Simon to start producing his mountain bikes using the same technology.
The frame is built in two halves from a solid block of aluminum; it's worth noting that to simplify the production process and increase the reliability it's not a joined shell construction but two solid halves.
The frame is built in two halves from a solid block of aluminum; it's worth noting that to simplify the production process and increase the reliability it's not a joined shell construction but two solid halves.
Details
Frame Material: 7075 aluminum
Travel: 140mm rear, 160mm front
Wheelsize: 29"
Head angle: 64.5°
Reach: 475mm for size M
Price: TBC
More Info: actofive.com
Frame Material: 7075 aluminum
Travel: 140mm rear, 160mm front
Wheelsize: 29"
Head angle: 64.5°
Reach: 475mm for size M
Price: TBC
More Info: actofive.com
This isn't a carbon copy of the original Actofive, though, with the most obvious change being a realigned shock. Rather than sitting horizontally and joining the downtube, it now is mounted vertically and meets the frame on the top tube. Simon says the kinematic remains the same despite the change but it gives the front triangle greater stiffness, gives him more space to play around with different rockers and leaves enough space to mount a large water bottle in the front triangle.



Without the restriction of using round tubing, the frame now looks more swooping but most of the bike is still relatively unchanged. It still has 140mm of rear travel, a high pivot suspension design and 29" wheels. However, Simon did take the opportunity to tweak some of the geometry numbers so the head angle drops from 66° to 64.5° and the reach shrinks back slightly from 480mm in a medium to 475mm.

The two halves of the front triangle are joined predominantly by bonding.

The linkage? Yep, CNC'd too.

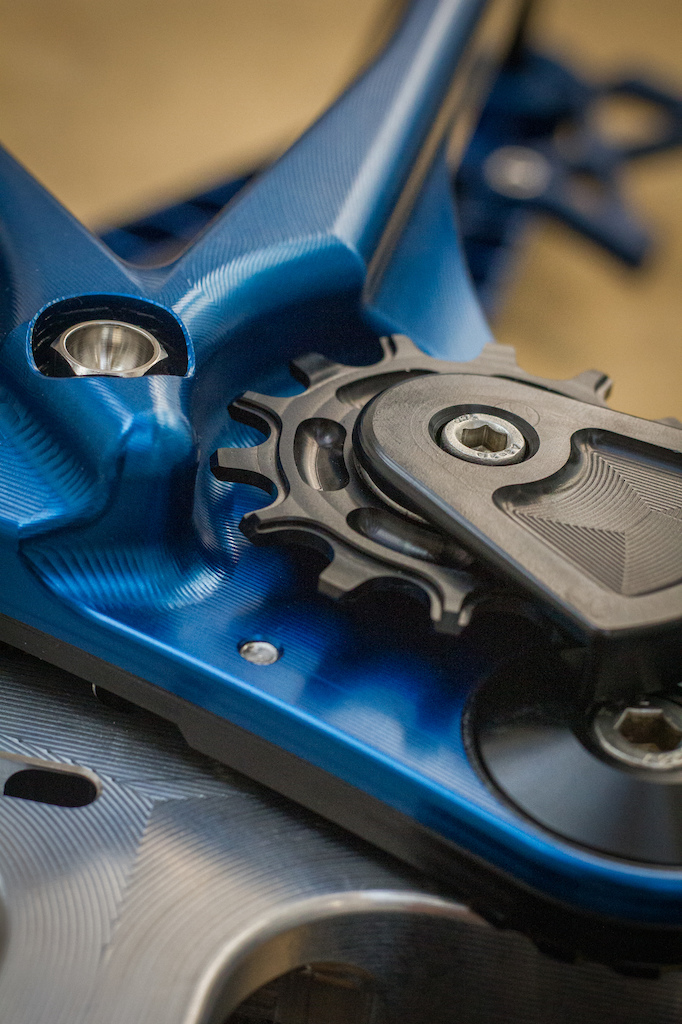
The swing arm remains unchanged from Simon's other bike and is joined with titanium bolts

A finished frame ready for the trails
With Simon bringing the production in house, it should be a more efficient and reproducible process than the steel tubes of the other version of this bike. Because of this, he's hoping the pricing between the two frames will be similar, although this is still to be confirmed when the testing process is finished. Simon is currently testing the durability of the two frames and working on making minor improvements as testing progresses. He is hoping to make a limited production run when he feels the bike is ready.

If anyone's wondering about the P-Train name, it comes from Helsinki´s airport shuttle.
For more info and to follow the development of the bike, follow Actofive on Instagram, here.
Author Info:

Must Read This Week
How to Watch the 2024 Mountain Bike World Cup [Update: Staylive Offering Access in New Zealand, South Africa & More]
60247 views
60247 views
[UPDATED] Final Elite XC Results & Overall Standings from the Mairiporã XC World Cup 2024
41178 views
41178 views
Sign Up for the Pinkbike Newsletter - All the Biggest, Most Interesting Stories in your Inbox
PB Newsletter Signup
The poets labouring all their days
To build a perfect beauty in rhyme
Are overthrown by a woman’s gaze
Had half impaired the nameless grace
Which waves in every raven tress,
Or softly lightens o'er her face;
My adopted countrymen Robbie Burns said that
- Lord Byron
- Snoop Dogg
-me
but hey, you keep fighting the fight!
sorry... just kidding...
Awesome looking bike..
the mud out of those chainstay
cutouts I’m not sure
(You know, the ones producing folding bikes...)
Even at 8.8 pounds, I would guess it's not completely solid, but maybe internally webbed, kinda like the rear triangle is webbed.
Less machining time? But additional assembly time.
Less weight for tubing vs solid section on the main triangle?
Probably wouldn’t look as sleek as this though and aesthetics help sell.
This does look gorgeous, just wish there were additional final machine passes to clean those lines up more.
Looks like they are doing 3D printed Ti with Ti tubing and joining with welds.
Lovely looking bikes. Thanks for sharing that
Of course, reach is not the only parameter in play - 622 VTT, 78.5 degree SA and 62.5 degree HA also play a part.
In June of 2019 I went from 450 reach to 470 and adapted almost immediately (other geo was similar besides steeper ST). Just updated to 490 reach Sept 1st 2020 and also went to more modern geo AND bigger 29" wheels. This was defiantly more of an adjustment, but after 10 rides I'm beating my PRs and this is mostly on steep techy trails with lots of tight switchbacks/catch berms/etc. Having said that... I don't think I could go any longer with my relatively short torso (all legs here).
As always, test ride as many as you can... everyone's body type, weight distribution, riding style, physical conditioning, and favorite terrain plays a part in the geometry that works best for you.
For anyone who is interested, the bikes were 2016 Evil Insurgent, 2019 Revel Rail, and 2021 Specialized Enduro.
Lastly, this is a cool website I stumbled on for comparing different bikes geo: geometrygeeks.bike
CNC billet certainly doesnt have the best record as a manufacturing method for structural components. Maybe look at a little bike industry history. Specifically the history of broken machine billet bike parts.
3d printing isn't at a level where you can produce parts like this at anything resembling economical, and it's not as structural as a machined part.
Happy to have someone point me at evidence that I am wrong, but not likely to just take a comment as a given.
Very good looking frame either way.
Price: TBC
That scares me a bit.
Is the bonding primarily achieved by attaching?
And the attaching mostly brought about by fixing together?
And the fixing together mainly done by connecting the parts.
And the connecting is via the method of binding.
And the binding is done through securing?
This should also be good for custom geometry?
(As long as it fits into the mill, quite probably a donut would be too long...)
Also, a CNC machine can work 24/7. Pole was saying that they’re able to automate/robotize quite a lot of the frame fabrication and assembly process, and energy is often cheaper at night and on weekends.
There is also the advantages of localisation of material width for optimized fatigue properties,
perfect aligment, in house manufacturing for a small company and a relatively easy achievable custom geometry
What must be addressed is a better joint method that would allow anodising.
Source: I'm a design engineer with ~40 utility and design patents.
I’m only 6’1 but my XL Commencal supreme 29er with a 495 reach and over 1300 wheelbase feels amazing. Granted, it’s not the most fun, skippy thing ever. But I’m terms of going fast, nothing touches it that I have personally ridden.
Literally is one of the better looking bikes... Are you just so excited to see the same damn bike design over and over again?
guess i came out cynical instead of sarcastic on the high pivot. i actually like the idea of high pivots, but never had the chance to try one. as far as making one,i dont have the money or resources to get make anything small and light enough to be viable. besides, i dropped out of armchair university. damn fascists ruined my safe space.